Die fertigungsnahe Messung von Rauheit gewinnt zunehmend an Bedeutung. Im Zusammenhang mit der Messung von Zahnrädern sind Rauheitskenngrößen beispielsweise von großem Interesse, da sie nicht nur die Oberflächentopografie im µm- und nm-Bereich beschreiben, sondern auch das Laufverhalten von Getrieben mit charakterisieren. Neben der Rauheit spielt auch die Welligkeit eine Rolle. Diese unterscheidet sich von der Rauheit primär im betrachteten Ortsfrequenzbereich. Die Ortsfrequenzbereiche werden nach DIN EN ISO 21920 (ehemals DIN EN ISO 4287 und DIN EN ISO 13565) durch Anwendung profilbasierter Gaußfilter separiert. Es stellt sich die Frage, inwiefern auch klassische KMM zur Messung der Welligkeit und Rauheit, sowie der entsprechenden Kenngrößen eingesetzt werden können.
Gleitkufen-Systeme
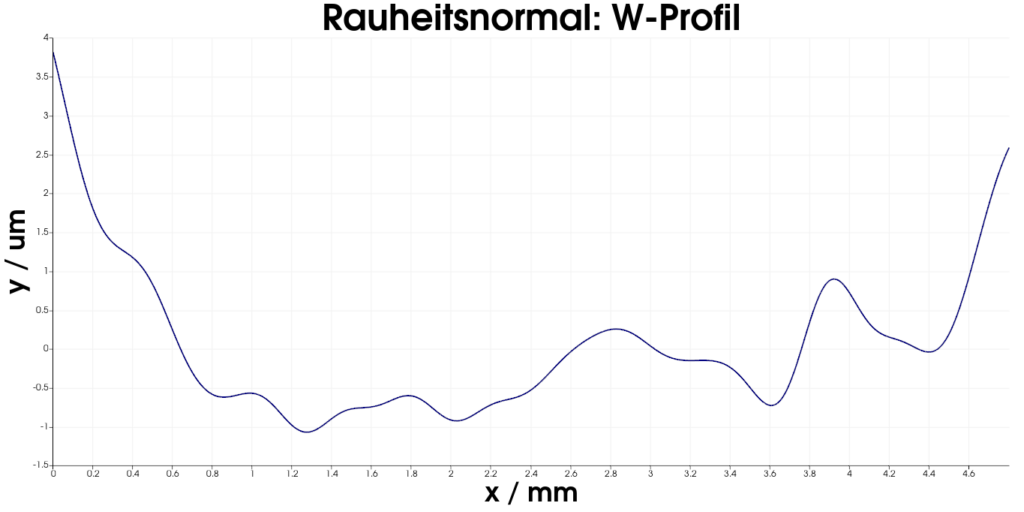
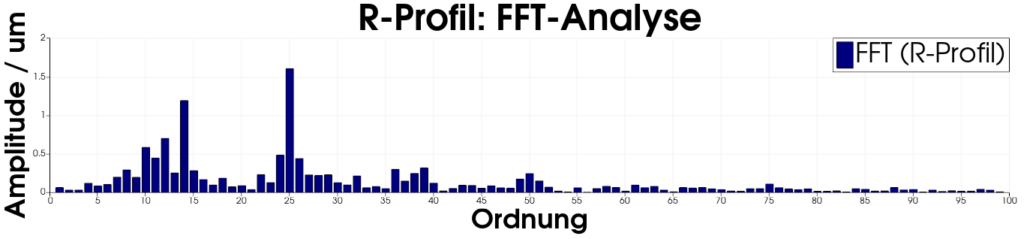
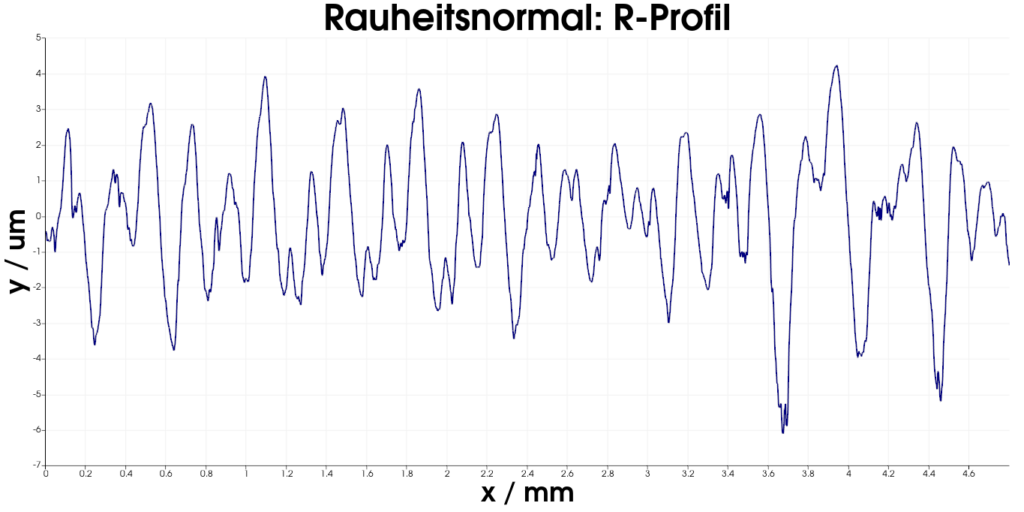
Bei den taktilen, profilbasierten Rauheitsmesssystemen wird grundsätzlich zwischen zwei Systemarten unterschieden: Den Gleitkufen-Systemen und den freitragenden Systemen. Beim Gleitkufen-System wird die Objektoberfläche mittels Gleitkufe morphologisch vorgefiltert (vgl. Rauheitsmessung auf Wenzel-Messmaschinen mit dem Revo-Sensor RFP2 von Renishaw). Die Rauheitsmessspitze stützt sich dabei gegen die Rauheitsmesskufe ab, woraus ein sehr kleiner Messkreis resultiert. Durch den Einsatz von Gleitkufen-Systemen werden die Anforderungen an das positionierende Basis-Messsystem drastisch reduziert. Das Regelverhalten der Maschine und externe Schwingungseinflüsse sind weniger relevant, da eine geringfügige, zeitliche Abweichung der Position durch die referenzierte Gleitkufe ausgemittelt werden kann. Die Form der Oberfläche wird durch das morphologische Filter (die Gleitkufe) bereits entfernt. Die Rauheitsmessspitze folgt damit der Kontur des zu messenden Profils. Voraussetzung ist, dass die KMG eine hinreichend genaue Vorpositionierung vornehmen kann. Eine normgerechte Auswertung gängiger Rauheitsparameter, wie Ra oder Rz sind beispielsweise möglich. Jedoch geht mit der Wechselwirkung eine unerwünschte Verfälschung des Messergebnisses insbesondere im mittleren und langwelligen Ortsfrequenzbereich einher. Durch die Filterwirkung wird die Erfassung der Welligkeit und der Form verfälscht, sodass eine normgerechte Auswertung, beispielsweise der W- und P-Parameter nach DIN EN ISO 21920, nicht mehr uneingeschränkt möglich ist. Insbesondere die W-Parameter sind allerdings für das Geräuschverhalten entscheidend (vgl. FFT-Analyse Wenzel Metrology ). Auch eine Auswertung der abbott-basierten Parameter, wie Rv, Rp und Rk (ehemals DIN EN ISO 13565) sind nicht mehr ohne weiteres möglich.
Freitragender Rauheitssensor
Um diese Parameter möglichst unverfälscht abbilden zu können, sollte daher auf den Einsatz von Gleitkufen verzichtet und auf freitragende Rauheitsmesssysteme zurückgegriffen werden. Aus diesem Grund setzt Wenzel Metrology – als Alternative zum Gleitkufen-System – auf ein freitragendes Messsystem in Form des Sensors RS-T. Der freitragende Rauheitssensor verzichtet auf den Einsatz einer Gleitkufe und bildet das Messprofil der Oberfläche möglichst unverfälscht ab. Die einzigen Abweichungen resultieren aus der unvermeidbaren Interaktion der Rauheitsmessspitze mit dem Messobjekt und dem Regelverhalten der Maschine. Das Primärprofil, als Grundlage der Messung, kann dabei aus der KMM oder dem Sensor selbst resultieren. Bei einer Bewegung der Maschine sind die Anforderungen an die Maschinenbasis ungleich höher und insbesondere abhängig von deren Bauform. Die Güte der Maschinenbasis und das Zusammenspiel von Maschine (Mechanik) und Controller (Regler) sind somit entscheidend. Bei Messungen mit dem Sensor RS-T wird die Maschine in einer unveränderlichen, geregelten Position gehalten. Die Anforderungen an das Regelverhalten der KMG werden damit reduziert, weshalb auch KMGs mit großem Messkreis für Messungen mit diesem Sensortyp in Frage kommen. Die erforderliche Vorschubbewegung zur Messung des Primärprofils (als Grundlage der Welligkeits- und Rauheitsanalyse) wird durch eine im Sensor integrierte Vorschubachse realisiert. Damit wird eine hohe Positionsgüte durch eine homogene Bewegung der Rauheitsmessspitze sichergestellt. Im Gegensatz zu Systemen des Mitbewerbs wird bewusst auf die Verwendung einer sensorseitigen Referenzkugel zur Abstützung des Messsystems verzichtet. Die Abstützung mittels solcher Kugeln soll den Messkreis reduzieren und Maschineneinflüsse minimieren. Sie stellt in gewissem Maße einen Kompromiss zwischen freitragendem System und Gleitkufe dar. Die Notwendigkeit zum Einsatz eines solchen Hilfsmittels wird seitens Wenzel Metrology jedoch nicht gesehen, zumal ein entscheidender Punkt gegen deren Einsatz spricht: Die Zugänglichkeit.
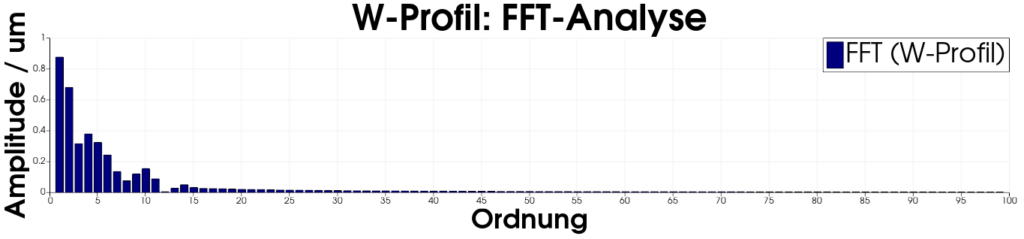
Bild: WENZEL Group GmbH & Co. KG 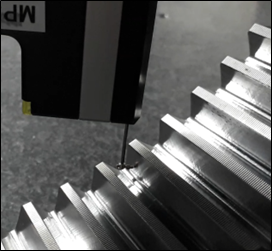
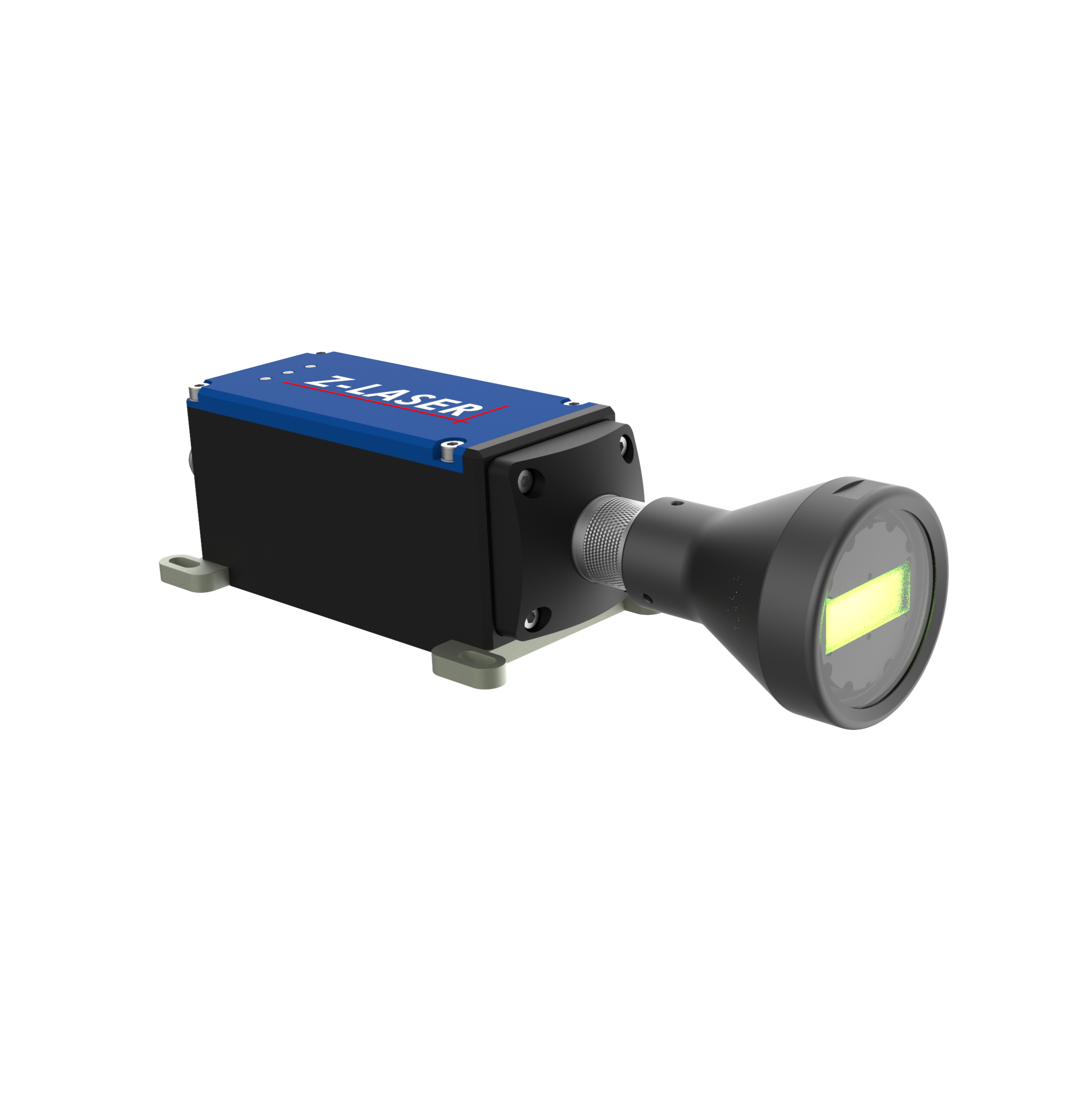
Rauheitsmessspitze im Zahnflankeneingriff mit dem Sensor RS-T. – Bild: Wenzel Group GmbH & Co. KG 
Bild: Wenzel Group GmbH & Co. KG
Verzicht sensorseitiger Referenzkugel
Durch den Verzicht des Einsatzes einer sensorseitigen Referenzkugel können mit der Sensorik auch Messobjekte unter schwierigen, geometrischen Randbedingungen erfasst werden. Solch geometrische Schwierigkeit ergeben sich z.B. bei der radialen Welligkeits- und Rauheitsmessung auf Zahnradflanken bei besonders kleinen Modulen (Modul 2 oder kleiner). Bei einer solchen Messaufgabe wird der Messbereich durch die seitlich angebrachten Referenzkugel unter Berücksichtigung des erforderlichen Hubs der Rauheitsnadel zusätzlich einschränkt. Hinzu kommt ein entscheidendes Kriterium, das insbesondere für die Wenzel Metrology von Bedeutung ist: Der Rauheitssensor RS-T verfügt über zwei Rotationsachsen (R- & T-Achse), die stufenlos im Bereich 0° bis 360° bzw. -90° bis +90° bewegt werden können, um so eine bestmögliche Positionierung gegenüber dem Werkstück erreichen zu können. Kombiniert mit einer Rundtischachse (C), sowie den standardmäßig verfügbaren Koordinatenachsen (XYZ), ergeben sich insgesamt sechs Positionierachsen, die alle räumlichen Freiheitsgrade abdecken – perfekt u.a. für zahnradbezogene Messaufgaben auf GT-Maschinen. Der Sensor wird dabei softwareseitig nicht als Sensor, sondern als Messkopf behandelt, der durch eine entsprechende, eigens entwickelte Wechselschnittstelle beispielsweise auch automatisch gegen einen scannend messenden Taster (z.B. Renishaw SP600) eingewechselt werden kann. Um einen solchen Messkopf in das Koordinatensystem der Messmaschine einmessen zu können, ist es erforderlich, das System mit verschiedenen Schwenkstellungen an einer Kalibrierkugel einzumessen. Das Vorgehen ist dabei vollkommen analog zu bereits bekannten Messköpfen wie dem Renishaw PH10-M oder PHS-2. Zu diesem Zwecke verfügt der Sensor RS-T u.a. über die Möglichkeit der Erfassung von Einzelmesspunkten.